Гибочный станок с ЧПУ Принцип работы
♦ Полностью автоматический гибочный станок с ЧПУ и машина со стальным пяльцем, система правки имеет следующие характеристики: два набора правильных валков, автоматически регулируемых по горизонтали и вертикали, в сочетании с 4 тяговыми колесами, приводимыми в движение серводвигателем для обеспечения наилучшей точности правки стальных стержней. Среди них станок для обработки стального прутка и гибочный станок с ЧПУ относятся к структуре листогибочный станок.
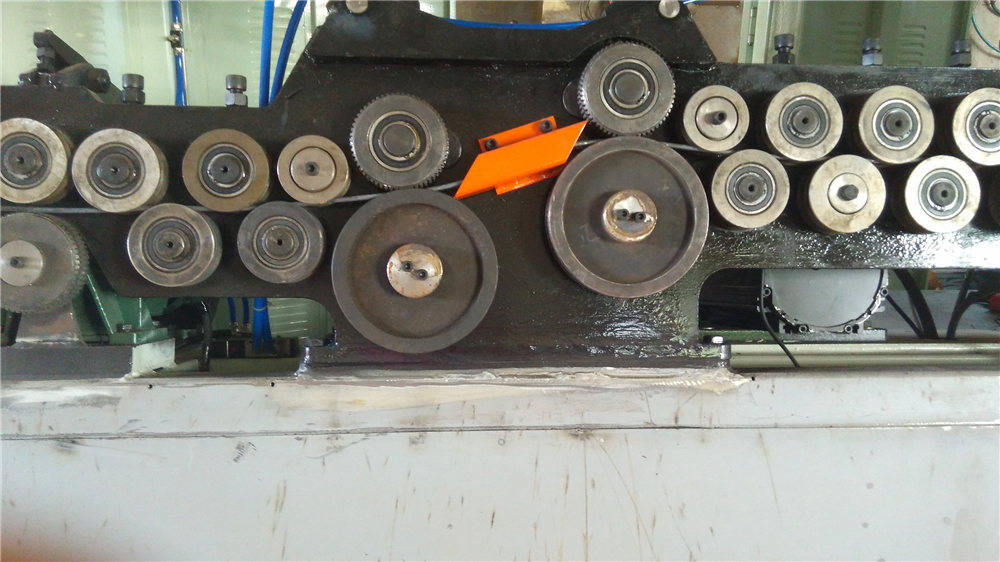
Полезная модель содержит редуктор, большую шестерню, шестерню и изогнутый магнитный диск. Характеристики конструкции: двухступенчатый тормозной двигатель, редуктор и уровень замедления; малое взаимодействие с редуктором большая зубчатая передача 2 большая шестерня Всегда сгибайте колесо диска, когда изогнутая поверхность диска устанавливает центр, и несколько изгибов, рабочая поверхность позиционирования голая в комплекте, соответственно, при наличии нескольких ориентаций. Благодаря двойному тормозному двигателю, редуктору и классу 1 соотношение между входом и выходом является точным, скорость изгиба стабильна и точна, а для изменения скорости можно использовать автоматический автоматический контроль, а тормоз может гарантировать изгиб. угол. Используя положительный и отрицательный, двунаправленное усиление двигателя изгибается.
Полностью автоматический Листогибочный станок с ЧПУ и станок для гибки стальных колец, система правки имеет следующие характеристики: два набора правильных валков, автоматически регулируемых по горизонтали и вертикали, в сочетании с 4 тяговыми колесами, приводимыми в движение серводвигателем для обеспечения наилучшей точности правки стальных стержней.
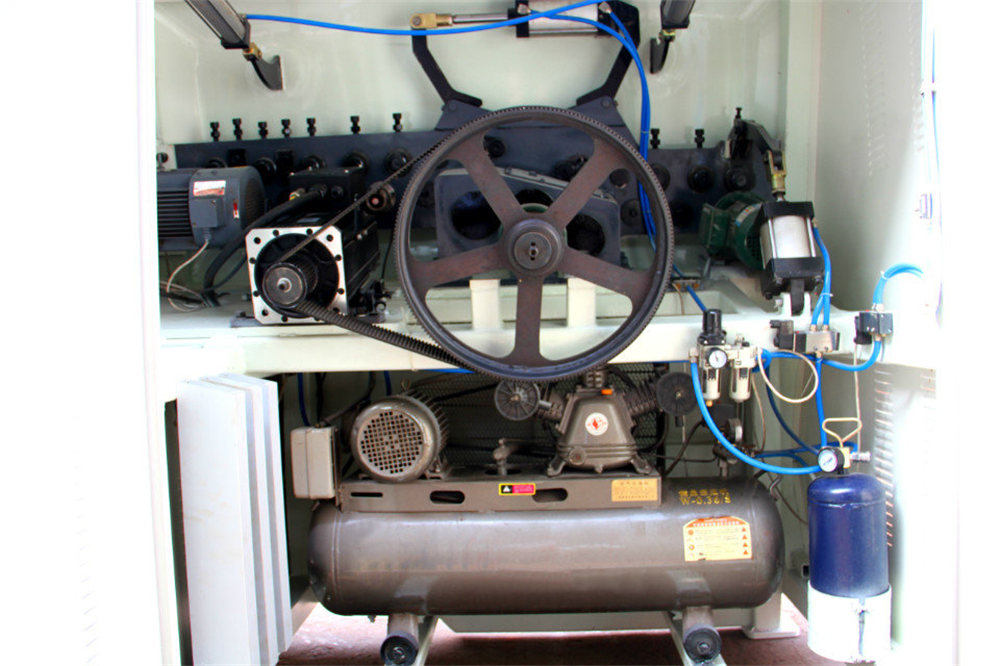
Среди них машина для обработки стальных прутков и листогибочный станок принадлежат структуре листогибочный станок, Полезная модель содержит редуктор, большую шестерню, шестерню и изогнутый магнитный диск. Характеристики конструкции: двухступенчатый тормозной двигатель, редуктор и уровень замедления; малое взаимодействие с редуктором большая зубчатая передача 2 большая шестерня Всегда сгибайте колесо диска, когда изогнутая поверхность диска устанавливает центр, и несколько изгибов, рабочая поверхность позиционирования голая в комплекте, соответственно, при наличии нескольких ориентаций. Благодаря двойному тормозному двигателю, редуктору и классу 1 соотношение между входом и выходом является точным, скорость изгиба стабильна и точна, а для изменения скорости можно использовать автоматический автоматический контроль, а тормоз может гарантировать изгиб. угол. Используя положительный и отрицательный, двунаправленное усиление двигателя изгибается.

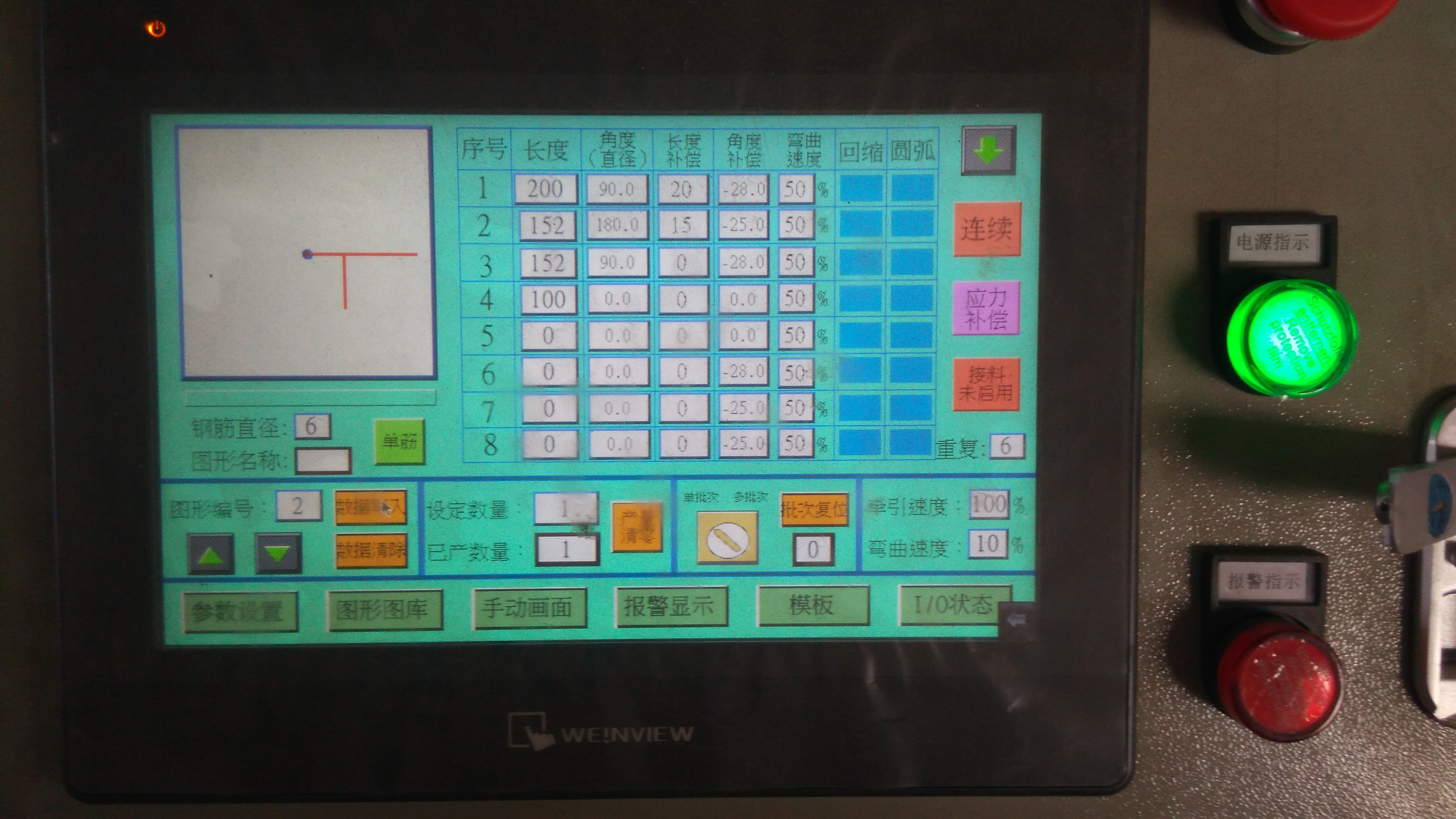
Станок для гибки проволоки с ЧПУ функция
Машина использует систему сервоуправления с ЧПУ, которая может автоматически выполнять этапы выпрямления, калибровки, гибки и резки стальных прутков. Он может сгибать максимальный диаметр стальных прутков 16 мм и непрерывно производить любые изделия плоской формы. Широко используется в строительной отрасли, крупном сталелитейном заводе. И другие поля.
Станок для гибки стальных прутков с ЧПУ процедуры безопасной эксплуатации
The Листогибочный станок с ЧПУ это высокоавтоматизированное оборудование. Вся машина и приседания объединены с основной машиной. Процесс производства в основном выполняется системой автоматически. Если оборудование незнакомо с машиной, это приведет к несчастным случаям, которые приведут к персоналу или повреждению машины, поэтому оператор оборудования должен быть строго обучен, знаком с функциональными характеристиками и методами работы машины, и работать в строгом соответствии с требованиями руководства.
♦ Подготовка перед запуском
Оператор должен носить защитный шлем и защитные перчатки, в противном случае его нельзя допустить на место происшествия.
Во-вторых, убедитесь, что рядом с машиной нет других операторов, чтобы предотвратить несчастные случаи, которые могут привести к непоправимым последствиям.
В-третьих, из-за этого положения оборудование имеет хорошие рабочие условия, а смазывающие детали следует смазать перед запуском машины.
В-четвертых, проверьте, достаточно ли смазочного масла в каждом коробочном редукторе. Смазочное масло должно быть в середине масляной метки. Если уровень масла слишком низкий, смазочное масло следует своевременно пополнять.
♦ Проверьте, есть ли в каждой детали ослабленный винт, проверьте, подключен ли источник воздуха к линии PE и подключен ли он к месту.
♦ В-шестых, проверьте каждый выключатель электрической цепи, проверьте, нормально ли работает выключатель, проверьте, не поврежден ли газовый тракт.
